
MENU
ファビオは、一般社団法人日本印刷産業工業会が認証する「Japan Color認証制度 標準印刷認証」に合格し、認定工場として承認されました。この標準印刷認証とは、ISO国際標準に準拠し、印刷機のメンテナンスと数値管理等によって、当社に安定した品質の印刷物を作成できる工程管理能力があることについて認証したものです。

ファビオの印刷工場では、Japan Colorが求める「色基準」の3項目において数値管理し、連続して安定した品質の製造ができる管理体制を整えています。
①
L*a*b*値(明度や色相)の管理
②
インキ濃度の管理
③
ドットゲイン値(網点のツブレ具合)の管理
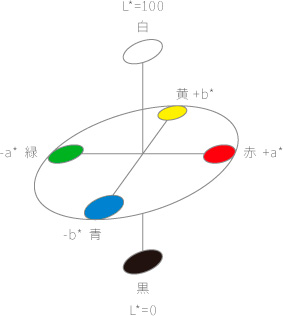
色を表現するには、3要素である、明度(明るさ)、彩度(色の鮮やかさ)、色相(色味)を管理する必要があります。これには、CIE(国際照明委員会)が定義しているL*a*b*表色法を用いて、L*値、a*値、b*値を指定することによって、色を3次元の色空間で位置付け、数値化していきます。
L*は、明度(明るさと暗さ)を表し、色味の情報は持ちません。
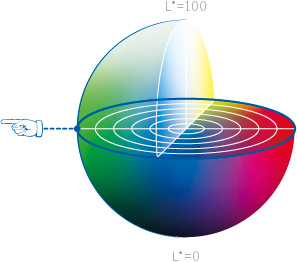
L*=0は全く光が反射しない、光を完全に吸収する物体の明度になり、L*=100は完全反射する白の明度を表します。
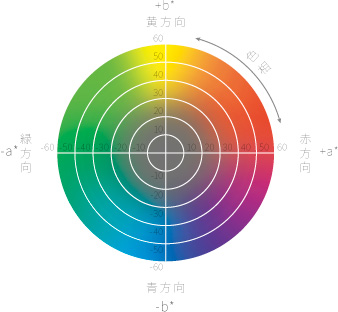
a*は、緑から赤にかけての色味の強さを表します。0は緑でもなく赤でもない色味で、-(マイナス)の値は緑を、+(プラス)は赤を表します。
b*は、青から黄にかけての色味の強さを表します。0は青でもなく黄でもない色味で、-(マイナス)の値は青を、+(プラス)は黄の強さを表します。
L*a*b* 色空間色度図
L*a*b* 色空間
立体イメージ
色の安定を阻害する要因として、インキ濃度(膜厚)があります。当然、同じ網点面積でも、インキ量が多いと濃くなり、インキ量が少ないと薄くなります。
オフセット印刷機では、刷版上のインキがゴムローラーに転写され、さらに用紙に圧力をかけ再転写されます。また、インキのタック値(粘度)にもより、インキ(網点)は潰れて広がります。したがいまして、印刷された網点は、刷版上で作成したサイズよりも大きくなります。この大きくなる度合いをコントロールしなければ、諧調表現が定まらなくなり、安定した印刷品質を実現できなくなります。
まずは、印刷スタート時に3項目の数値をJapan Colorの基準とする数値内(ΔE≦5)に合わせてOKシートを作成します。
説明1:L*a*b*値と濃度は、各色のベタ部分(100%)の測定値
4色ベタのL*a*b*値

分光測色計でL*a*b*値とインキ濃度を計測
説明2:ドットゲインは、各色50%の網点の測定値
4色網点50%部のL*a*b*値

分光測色計でドットゲイン量を計測
そして、それに続く連続印刷におけるL*a*b*値とドットゲイン値もOKシートに対して基準値内(ΔE≦4)になることが要求されます。このような方法で、一定枚数間で抜き取り検査をおこない、一定の色差内で連続的に安定的した印刷物を作成していきます。
このように、ファビオでは、印刷工場内の温度・湿度管理をはじめ、印刷機の温度や刷版の表面温度までオペレーターがしっかりと管理をすることで安定した印刷環境を構築し、印刷時の変動要因を減らすことで安定した品質が得られるよう、細部の数字にまで管理を徹底しています。
